
刀剣製作所 研磨外装場

元満鉄大連鉄道工場工具職場主任
渡辺義雄
| 軍刀抄 満鉄刀の全貌(3) 0 |
鋼材と製造法 |
| 刀剣製作所 研磨外装場 |
元満鉄大連鉄道工場工具職場主任 渡辺義雄 |
 初期満鉄刀茎 |
満 鉄 刀 物 語渡辺 義雄まえがき 昭和十二年支那事変勃発から大東亜戦争にかけて、満鉄は陸軍正式(ママ)軍刀を大量に作った。 その数はおそらく五万振に及ぶと思う。 世間では之を満鉄刀と称(よ)んだが、この刀銘を昭和十四年三月、松岡総裁は興亜一心刀と名づけた。 敗戦と共に大部分はその姿を消したがまだ相当残っていると思う。 この満鉄刀は当時満鉄大連鉄道工場に勤めていた者達の共作であるが、その刀はどうして作られたか について、その概要を記述しておきたい。 本来なれば専門語や図面が必要であるが、之を略することをお許しねがいたい。 満鉄刀の由来 昭和十年頃、中央試験所の日下和治氏が東辺道大栗子(だいりっし)に優良鉄鉱石があるのを発見し、沙河口研 究所に実験炉を作りこの鉱石を精煉し不純物の少ないスポンヂ鉄の開発に成功。 続いて撫順に本格的ロータリーキルン式(横型セメント炉の如きもの)の製鉄工場を建設しスポンジ鉄の本 格的製造に成功した。之を精煉して所謂日下純鐵を作った。 その使途は高級特殊綱、工具、溶接棒、スプリング等の資材として、斯界に寄与することが出来た。 私は当時(昭和十一年頃)軍事情勢により日本刀の需要が必至であることを見越し、この純鉄を用いて日本 刀を作ることを提言したのが、満鉄刀の端緒となった。 |



 ① 中心にドリルで孔を開けた皮鋼用丸棒に 心鉄用丸棒を挿入。打延ばして定寸の 刀になる長さに切断後、赤熱して スチームハンマーで鍛錬する 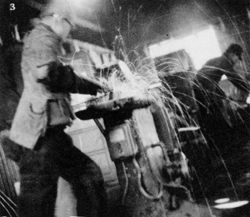 ③ グラインダーで荒削り |
 ② 電気ハンマーで刀の形に鍛錬、鍛延する |
 ④ 刀身仕上げのヤスリ掛け |
 ⑤ 電気炉に依る焼入 |
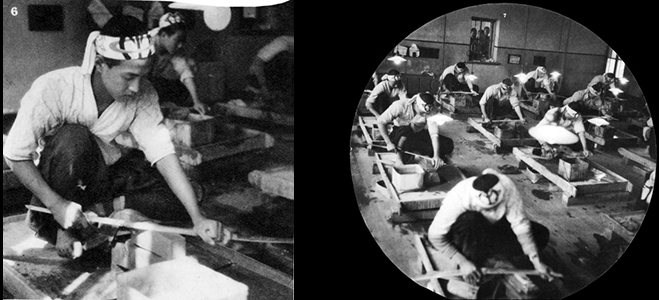
 ⑦ ハバキの調整と装着 |
 ⑧ 刀身最終仕上げ |
 ⑨ 柄巻き |
| ← 興亜一心刀 満鉄刀目次 ホーム 軍刀 | 満鉄刀の時代的意義 → |