| 軍刀生産の一大メッカ | 軍刀 | 軍刀について | Table of
contents | About a Guntō |

 |
昭和12年4月、金属工業の改良発達を図る為、関町及び関刃物工業組合が建築設備などの費用を寄付して 「岐阜県立金属試験場」 (初代場長: 理学博士上野収蔵) が設置され、昭和13年(1938)8月、金属試験場 (南春日) が落成して業務が開始された。 機械鍛造の経験から、昭和14年頃、日本刀・古式鍛錬のエアーハンマーによる機械化に成功。業者指導を行い 造刀効率向上に多大な成果を挙げた。 これは古式半鍛錬と呼ばれる造刀法である。主な設備は、ロックウェル硬度計、引掻強度計、ベルトーロ (変圧整流器)、電気溶接機、エアーハンマー、金切鋸盤などであった。 Establishment of a metal examination site and mechanization of an ancient rite forging. In order to aim at improvement and development of metal industry in April, 1937, Seki-cho and Seki Cutlery Industrial Guild invested, the "Gifu Prefectural Metal Examination Site" was installed, and the metal examination site was completed in August,1938. The demand of military swords was expanded rapidly. The forging of a Japanese sword was very inefficient. It succeeded in the mechanization with the air hammer of an ancient rite forging of a Japanese sword from experience of the machine forge in 1941. This was innovation of sword-making efficiency. This is a sword-making method called "an ancient rite half forging." Therefore, the manufacturing efficiency of the Japanese sword improved by this new sword making method. 刀剣生産の急増 昭和12年3月、関鍛冶刀匠は新組織として「関刀剣鍛冶組合」(長住町)を組織して、技術の向上・統制・ 原材料の購入と配給などの充実に努め、組合員を増加させていった。 同年7月に、北京郊外の盧溝橋に端を発した日華事変により、列強諸国が対中国援助政策を推進して輸出 不振に陥り、ナイフ・包丁・洋食器類は相当の打撃を受けたが、刀剣の生産は、事変前に年生産額15万円 前後であったものが一躍激増し、刀都としてその需要を一手に引き受けていった。 刀剣の修理や新作刀剣の研磨業も日々繁盛し、関町を中心とした武儀・加茂・山形三郡の研磨業者は、 昭和12年10月に「美濃刀剣研磨業組合」(新町: 昭和15年春時点の組合員250名、組合長武藤明)を結成して 技術の進歩・改良を図った。 |
| 新 作 日 本 刀 値 段 |
外 装 新 調 値 段 |
軍刀一式価格 | ||
古式本鍛錬刀・白鞘入 古式半鍛錬刀・白鞘入 |
100~150円 70~80円 |
陸軍制式1等外装 | 40 円 | 90~190円 |
| 陸軍制式2等外装 | 35円 | |||
| 陸軍制式3等外装 | 30円 | |||
| 陸軍略式1等外装 | 24円 | |||
| 陸軍略式2等外装 | 20円 | |||
| 海軍制式1等外装 | 50円 | 120~200円 | ||
| 海軍制式2等外装 | 40円 | 110~190円 | ||
| 完 成 品 ( 特殊軍刀身 + 外装 ) 一式 |
||||
現 代 式 造 刀 |
陸 軍 制 式 軍 刀 拵 |
65~75円 | ||
| 海 軍 制 式 軍 刀 拵 |
75~85円 | |||
 |
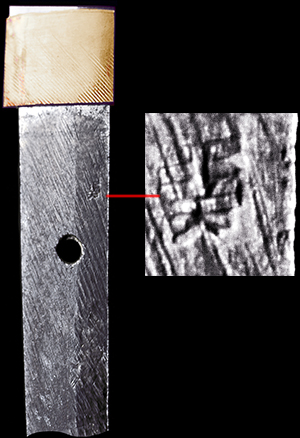
初期の検査印 Initial inspection mark of "Seki" |
名古屋陸軍造兵廠関分工場が 「關」刻印を使用する以前 |
 |
内務省令の検査印 Inspection mark of the ministerial ordinance of the Department of the Interior |
名古屋陸軍造兵廠関分工場が 「關」刻印を使用する以降 |
 |
刻印 名古屋陸軍造兵廠関分工場が 「關」刻印を使用する以前 |

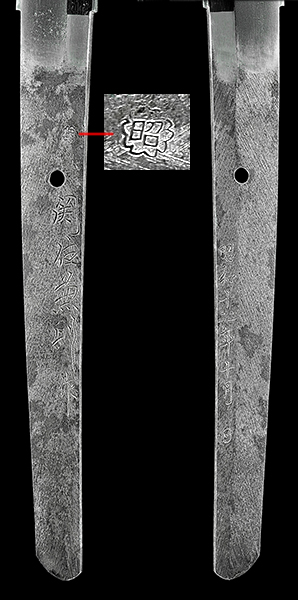 |
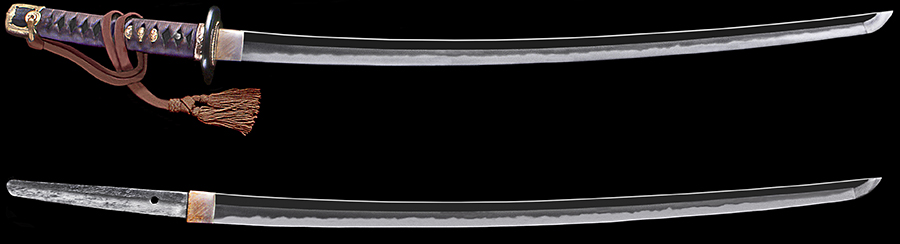
桜に「昭」刻印 従来、名古屋陸軍造兵廠関分工場長・尾藤敬逸技術少佐の回想記「日本刀」、 及び「関史」資料により、「関」と「桜に昭」検査刻印の切り替え時期を 昭和17年末頃と推定していたが、昭和14年期の「桜に昭」検査刻刻印を持つ 刀身の出現に依り、再調査を行った。 「関伝日本刀鍛錬技術保存会」井戸誠嗣会長のご協力により、昭和15年、 当時の関町が発行した「刀都関」誌に、『 関刃物工業組合の厳重な検査に合格 した刀身に「桜花に昭字」の刻印が打たれ、実用刀として天下無敵の好評を博 している 』との記述が発見された。 これにより、昭和14年には、新たな検査刻印が使用されていた可能性が高くな った。 当事者の「関刃物工業組合」の資料は未だに発見されていない。 刻印を変えた理由、その正式な切り替え時期は未だに不明である。 銘: 関住兼則作 「桜に昭」の刻印 裏銘: 昭和十二二(四)年十月日 (刀身写真提供元/美術刀剣「刀心」・町井勲 様)
|
| 社 名 | 住所 | 刀 匠 |
| 関刀剣 ㈱ | 末町 | 丹羽兼信、丹羽兼延、交告兼上(かねたか)、土岐亮信(すけのぶ)、村山兼俊 |
| ㈱濃州日本刀鍛錬所 | 清見町 | |
| ㈱兼元商会 | 吉本町 | 丹羽兼延、栗山兼明、加藤寿命、研師松井秀一 |
| 後藤治鍛治場 | 纐纈(こうけつ)源三郎兼上、小川外藤 | |
| 佐口鍬三刀剣製作所 | 春日町 | 小島吉道 |
| 佐口刀剣製作所 | 駅前 | 篠田氏房 |
| ㈲関共進社 | 鍛冶町 | 小島兼道、兼則、武山義尚、三輪兼友、藤井兼藤、栗本兼正、塚原兼次、加藤兼治、松本嘉則 |
| ㈱関日本刀鍛錬所 | 長住町 | 一文字源天秀、正真子源兼宗、秀俊 |
| 中部日本刀鍛錬所 | 兼永、兼次、河合兼義、顧問刀匠渡邊兼永 | |
| 伊那波鍛刀会 | 兼上、外藤、兼光、兼成、松原秀吉、兼松満、坂井清 |
| ← 兼用刀 ホーム 軍刀 軍刀について | 耐錆鋼刀 → |
| ← Combination sword About a Guntō Table of contents |
Stainless steel blade → |