刀剣鋼は最後まで刃切れを生じなかった
| 近代造刀法の研究 | 軍刀について | 日本刀の常識を問う | 軍刀身の研究 | 満鉄刀の全貌 | 素延べ刀 |
| 區分 | 刀工 | 材料 | 平 打 | 棟 打 | 摘 要 | ||
| 墜撃髙 ㎜ |
状況 | 墜撃髙 ㎜ |
状況 | ||||
| 鍛 伸 刀 |
A | 安来鋼 |
485 | 切断 湾曲なし |
110 | 切斷 | |
| B |
刀劍鋼 | 585 | 切断 湾曲小 |
210 | 切斷 | 平打にて湾曲す るも刃切れなし |
|
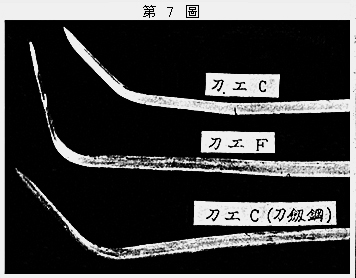
| C |
〃 | 585 | 切断せず 120゜に湾曲す |
210 | 鎬筋まで 刃切れ |
平打にて湾曲す るも刃切れなし |
|
本 鍛 刀 |
D |
玉 鋼 | 535 | 切断 湾曲小 |
160 | 切斷 | |
| E |
〃 | 436 | 切断 湾曲小 |
160 | 切斷 | |
|
| F |
〃 | 585 | 切断せず 50゜に湾曲す |
260 | 鎬筋まで 刃切れ |
平打ちにて焼刃 深さの刃切れ |
|
| G |
〃 | 535 | 切断せず 120゜に湾曲す |
310 | 鎬筋まで 刃切れ |
平打ちにて焼刃 深さの刃切れ |
|
 |
|

| ← 第一報 ホーム 軍刀 | 第三報 → |