
| ���{���̌��_�@| �R�� |�@�R���ɂ����@| Table of contents | About a Guntō |


 |
 �@����: ���a��N���@�͎m���R�����搶���ؓ� �@��) �����֎����́A���Njߓ��͖��C�b���������Ə،����Ă���B�A���A�{���̑��荞�݂Ǝg�p�|�� �@�@�@�͕s���ł���B���{���̋��ɂ̖ړI�͎��퐫�\�̎����ɂ���B �@�@�@�����������K�{�̎��퓁�ɕs�����Ȕ�E�S�S�\���ȊO�Ȃ�A�d�E��|�̍��킹�ł��ꖳ�C �@�@�@�ł���A�ړI��B������ׂ̎�i�͂�����ł����Ă��\��Ȃ��B �@�@�@�{���̍쓁�N������Ă���A�m�|���g�����\���������B���̂Ȃ�A�吳���ɂ����琻�S �@�@�@�̉������A�u����������v�����������̂͏��a8�N�ł���B�����ł̋ʍ|�͓��{���b�B�� �@�@�@�Ő悸�g���āu��i���v���ł��ꂽ�B����ȊO�ɋʍ|���������ꂽ�̂͂��ꂩ��b����� �@�@�@���ƂɂȂ�B (���g��:�������̂�����X�E�V���q�V �X���l)
|
| ���@�@�f | ���@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� |
| �Y�f (C) | �|�ɂƂ��čł��d�v�Ȍ��f�B�ē��A�Ă��߂��Ɉ˂��č|�̔S�d����ω������� |
| �}���K�� (M) | �ē���ǂ����A�S�d���𑝂��B1.2�`1.5%�ܗL����ƍ����͍|�ɂȂ� |
| �]�f (Si) | �ϔM���A�d���A�Ր��𑝂��B�ܗL1%�ɕt���A�������苭�x���� 98Mpa ���� |
| �� (P) | �L�Q���f�B��ԐƐ��ō|��Ƃ�����B���Ȃ����ǂ� |
| ���� (S) | �L�Q���f�B�M�ԐƐ��ō|��Ƃ�����B���Ȃ����ǂ� |
| �|�@�́@��@�� | �Y�f (C) |
�}���K�� (Mn) |
�]�f (Si) |
�� (P) |
���� (S) |
���@�́@�� | ���@�@�l |
| �u�| (����E�Ñ㒼��55�j)�@ ��1 | 0.62 | 0.15 | 0 | 0.014 | 0 | ��(Cu) 0.018 | �U���� |
| �a�| (���S�n) ���́E�U����@��2 | 1.33 | tr | 0.04 | 0.014 | 0.006 | �@ �@�@�@- | �u�S�ƍ|�v��67�j |
| �m�| (���f�Ҍ��S�E���S)�@�@��3 | 0.006 | 0.01 | 0.008 | 0.01 | 0.007 | ��(Cu) 0.02 | ���q���R������ |
| �X�E�F�[�f���| (�Y�f�|)�@�@��4 | 1.20 | 0.30 | 0.20 | <0.02 | <0.017 | �N���[��(Cr)0.17 | ��������1�j���� |
| ���@�@�@�f | ���@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� |
| �@�N����(Cr) | �@�ϖ��Ր��A�ϐI��(�ώK)����B�Z�Y�𑣐i���A�ē��ꂵ�Ղ�����B�X�e�����X�|�ɂ�13%�ȏ�ܗL |
| �@�j�b�P��(Ni) | �@�ϐI��(�ώK)�A���x���^���A�S��ɂ��ቷ���̑ϏՌ���������B�M������e�Ղɂ��� |
| �@���iCu�j | �@�ϐI��(�ώK)����B�K�̐i�s��}����B�A���A�ʂ������Ɗ���Ղ��Ȃ� |
| �@�����u�f���iMo�j | �@�ē��ɍł��D�ꂽ���f�B�������̑e�剻��h���A�����苭�x(�Ր�)�傳���B�ϐI���ɗD��� |
| �@�o�i�W�E���iV�j | �@�d�x�E���x�傳���B���������ׂ��������Ր���t�^�B�ϖ��Ր��ɗD��� |
| �@�^���O�X�e���iW�j | �@�d���Y�������`���A�d�x�Ɖs���ꖡ�������炷 |
| �@�z�E�f�iB�j | �@0.003%�ȉ��̓Y���ŏĂ���ǍD�ɓ���� |
| �@�`�^���iTi�j | �@�Ă������j�Q���錳�f�B�A���A�|�ɓY�������ƑϐI���A���Ր��𑝂� |
| �@�R�o���g�iCo�j | �@�ϔM���傳���� |
| �@���iPb�j | �@��퐫������ |
 |
 |
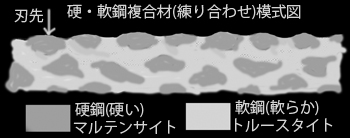 |
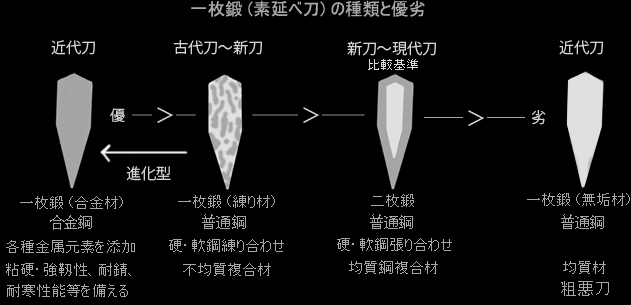
�@�d�E��|�̗���ނ́A���g�S�̂��s�ώ��ƂȂ�B �@����������o���ƁA��|�������݁A���g�\�ʂɉ��ʂ���B �@�Ó��n�S��e��������̂͂��ׂ̈ł���B �@�n��͋�(�̂�����)��ƂȂ�A���ꂪ�s���ؖ��ށB �@���g�̔������̕s�ώ����琶�܂ꂽ�B �@�V���ȍ~�̋ώ��������a�|�ł́A�����̓���������ꂽ�B |
| ���@�Q���� �@�z�[���@�R���@�R���ɂ��� |
���p���@�� |
| ���@Gunsui-tō�@About a Guntō�@Table of contents�@ |
Combination sword�@�� |