本試験に於ては次の3種の試験を実施せり。
イ.軟物に対する試験 ロ.中硬物に対する試験 ハ.堅硬物に対する試験
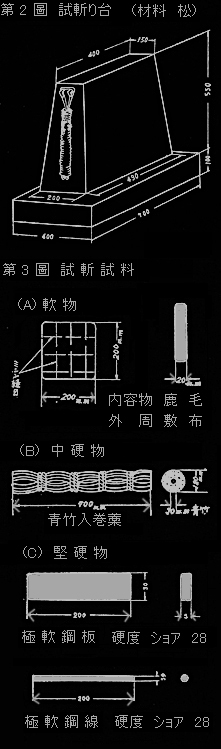
試験実施に当りては試料は第2図に示す如き試斬り台に載せ、刀には試斬柄を嵌(は)め大上段
に振り冠(かむ)り全擘力(はくりょく)を集中し、物打ちにて試料に直角に斬切せり。
斬切の際には引き又は押しの技巧は弄(ろう)せず。
B.試験成績
イ.軟物に対する試験は第3図(A)に示す鹿毛の布団を試料とせり。試斬り台上に試料5枚を
重ね斬切したるに何れも3~4枚を切断し得たり。
刀の地及刃に対しては些少の変化をも認めず。
ロ.中硬物に対する試験は第3図(B)に示す青竹入り巻藁を試料とせり。藁を水に浸し径約
3㎝の青竹を中に囲み藁を外周に置き縄にて縛り径約12㎝の巻藁とし、台上に載せて
斬切したるに何れも8~9割を斬切することを得。刀の地及刃には些少の変化をも認め
得ず。
ハ.堅硬物に対する試験は第3図(C)に示す極軟鋼線(5㎜φ)及極軟鋼板(3㎜厚)を試料とせ
り。本鍛刀にありては軟鋼線を切断し得たる場合は第4図(A)の如き削れ欠けを呈し、
切断し得ざる場合、試料は湾曲し、焼刃深さの約1/4程度の第4図(B)の如きソゲ欠又
は小欠を呈したるも、鍛伸刀は切断し得たるものなく焼刃深さの約1/2~1/3程度の
大欠を呈したり。
極軟鋼板に対しては試料に刃部斬撃の痕跡及湾曲を認むるのみにして切断し得たる刀な
し。
本試験に於て、本鍛刀は比較的長き(長さ約1~1.5㎝)小欠(深さ約1㎜)を呈し、鍛伸刀
は比較的長き(長さ約1~1.5㎝)大欠(深さ約2.5㎜)を呈したり。
第二表は試験結果を示す。