���Z�p�R���̌���(6)�@��ܕ�0
�� �Z �p �R �� �� �� ���@(6)
���Z�y�m���R���p�R���̐����萂��錤���E��ܕ�
(���a17�N4���@�D�ǂȂ錻�㓁���̓��{��)
�@�@�@�@�@�@�@�@���q���R��������ꐻ�����@���R���Z�����E���c�Ɏ��A�����E�J�����A���Z�y�сE���R���Y�A�Z��E�v�ۓc�d��
�P�D�ځ@�@�I
�D�ǂɂ��Đ^�ɐM��������R����������v�����ʂɐ�����������@�ɏA����������Ƃ��B
�Q�D���@�@��
�@�P�D�n�|�A��|�̒Y�f�ʂ́A0.5�`0.7%�ɂ��ĐS�S�̒Y�f�ʂ́A0.25�`0.3%�ɂ����K�x�Ƃ��B
�@�Q�D�n�|�A��|�y�S�S�̑g���������̓}�N���y�b���ɂẮ@��|/�S�S=1�`2/3�A�{�O���ɂẮ@�n�|+��|/�S�S=1�`2/3��W����
�@�@�@���A�S�S�̑g�����͒�18���Ɏ����@�����f�ʂɊT(������)�ˑ����`�ɂ��Ă��̐�[���Đn�ɐڋ߂�������Ƃ��B
�@�@�@��L�̊����͍�ƊȒP���e�Ղɂ��Đؖ��A���Ր��Ƃ��ɗǍD�ɂ��ĝɓx�̐n�R�{���ɛ����čČ����\�Ȃ���1�B
�@�R�D���{���͋��ՂȂ�ǂ��×����łɛ����Ăܑ͐����Ղ����̂ƒm��ꋏ���B
�@�@�@�R��ǂ����g�e���̒Y�f�ʑg���������y�g�����������P�D�y�Q�D�Ɏ������̂Ȃ�Α��c�ɋ��Ր���ۗL�����ނ邱�Ƃ�
�@�@�@���B
�@�S�D�ӏܓI���V�Ďp��i�ɂ��Ēn�S�Ⴆ�n�����Ăɂ��āA�V��l�����Ċ��������ނ邱�Ƃ铁�g�́A���p�I�J�l�����D�G�Ȃ�
�@�@�@��2�B
�@�@�@�@�@�@�@��1 �����͏o���Ă����̓x�ɐn�|�Ɣ�|�y�ѐS�S�Ƃ̗e�ϔz���������ϊ댯�ȓ��g�ɂȂ�B���̎����͉B�����ꂽ�܂܂ł���B
�@�@�@�@�@�@�@�@�@���A�n�R�{���̑傫���A�������B���ŁA���̔����ɂ͉Ȋw�I�Ș_��������Ă��Ȃ��B
�@�@�@�@�@�@�@��2 �u��O��@��V�E�@�B�͒b�B�Ɛl�͒b�B�̔�r�v�̍��ŏؖ����ꂽ�悤�ɁA���ς̗D�ꂽ�������\�I�ɗǂ���ł͂Ȃ��B
�@�@�@�@�@�@�@�@�@��O��̒Č������ł͋t�̌��ʂ������B��ʘ_�Ƃ��Ĕ��I�]�����������o���͐Ǝ�A���o�����S�d���ɏ����B����͘_���I�ɂ�
�@�@�@�@�@�@�@�@�@���ł���B���p���ւ̕Ύ������̂悤�ȊԈ���������ƂȂ��Č���Ă���B���ꂪ�{��A�̌����̍ő�̌��ׂƌ�����
�R�D�� �� �� �� �� �� �� ��
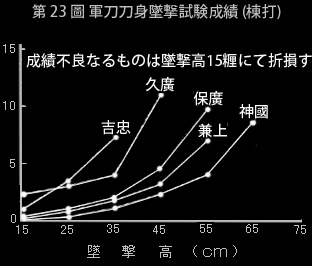
�S�S�Ƃ��ēK�x�Ȃ�Y�f�ʂɒB�����邱�Ƃ����肷����@�ɏA���Ă͒�4��ɂĕ���B
�n�|�A��|�Ƃ��ēK�x�Ȃ�Y�f�ʂɒB�����邱�Ƃ肷����@�Ƃ��ẮA���݂̙|�����̏n���ɘ�(��)������������͔�Ȋw�I�ɂ��ĉߌ�Ȃ����暂������B
�ȒP�ɂ��Ď������m�ɒY�f�ʂ����肷����@����Ēb�B��ƒ��ɓ������e�ՂɌ��肷�邱�Ɖ\�Ȃ�A�D�G�Ȃ���{���̐���͒������e�ՂƂȂ�ׂ����B
�g���A�ۜA�y�v�A�̒b�B�͋@�B�͂Ɉ˂肽����̂Ȃ�ǂ����p�I�ɂ��ӏܓI�ɂ��ǍD�Ȃ�B
�z���̔@���@�B�͒b�B�ɂĂ��D�ǂȂ���{����b�B�����邪�̂ɛ��҂͋@�B�͒b�B�y�����ނ�@���w�����邱�Ƌٗv�Ȃ�B
���a�|�A�a�S���͂���ɏ�����s���������S�ނ͒E�Y�A�z�Y�y�b�B�e�Ղɂ��ďē��g�D���ՂȂ�B���̗D�G�Ȃ鐫����ɗ��p�������P�n�Ȃ���Ǝv�l���B
�@�@�@�@�@�� �M�Ғ� �{�����͏]���̍쓁�T�O��E�p�łȂ������B���ނ������܂œ���������Ƃ����O��ōs���Ă���B�]���ċ@�B���͉����S��
�@�@�@�@�@�@�b�B(�b��)�Ɍ��肳��Ă���B���A�b�B�̉ߒ��ō|�̒Y�f�ʂ��ȒP�ɑ���ł��鑕�u�̊J���͋ɂ߂č���ł���A�Ⴆ�Z�p�I�ɊJ����
�@�@�@�@�@�@�����Ƃ��Ă��A�l�������o���镨���I�A�o�ϓI���u�̎����͐r���^��ƌ��킴��Ȃ�
�S�D�� �{ �v ��
�{��������⍂�13��3,056���Z�p�R���X���g5,000�U���ɂē����Ɏ��������߁A�ؖ������y�Č����������{���A���̎����ɂ���ᢒ����ׂ����������肹��ېؖ��ǍD�ɂ��ē��ɐn�ŁA���ŋy���łɛ����ċ��Ղɂ��ě��p��K�x�Ȃ�ƔF�߂��铁�g5�U�ɏA���ďēݑg�D�y�Y�f��ʕ���(2�U�ɏA���Ă͒Y�f�̊O��|�̗ӁA�����A�}���K���y�]�f�̒�ʕ��͂��s��)�ɂ��ĒY�f�ʂ̌���A�n�|�A�S�S�̑g���������y�g���������D�ǂȂ���{���̒b�B���@�ɏA���Č�����������B�� �����y�эw���d�l�����A��4��l���Q��
1
�T�D�o �� � �� �� ��
�P�D�d��g�D�̑g���������̑���g�����y�Y�f��ʕ���
�@�@�� 1 ���͍����p�E�؉��g����̉��f�ʂ̃}�N���g�D�ɂ��đ��\�ɓ��g�̌`�@�A�앿���ꊇ���Ď����B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� 1 ���@�@�@�@�@�@�@�@�@�@�� 2 ���@�@�@�@�@�� 3 ���@�@�@�@�@�� 4 ��
X 300 �@ �Ɏ_1%�n�t�@�@�@�Ɏ_1%�n�t�@�@�@�Ɏ_1%�n�t

�@�@�@�@�@�@�@�@�@�@�@�؉��g���쉡�f�ʂ̃}�N���g�D�@�@�@�@�@�Đn�ēݑg�D�@�@�@�@�S�S�ēݑg�D�@��|�E�S�S�b���ʏ�
�ݑg�D
�@�@�@�@�B�͒b�B�\�����b���ɂ��ē��|�t�b���Ȃ�B��|�A���|�y�S�S�̒b�B�͊e�X15��y7���W���Ƃ��B
�@�@�@���ϊ�(Planimeter)�ɂĔ�|�A���|�y�S�S�̖ʐς𑪒肵�đg���������𑪒肷���
�@�@�@
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@��|+���|/�S�S = 0.91 �� 1
�@�@�@�ƂȂ�B
�@�@�@�g�����͕��邱�ƂȂ��T(������)�˛��i(�������傤)�Ȃ���S�S�ƏĐn�Ƃ��c�X(���)��(�ւ���)���[�ɒb���s�\���̙|��
�@�@�@��B�@�@
�@�@�@��2�A3�A4���͊e�X�Đn�A�S�S�y��|�A�S�S�b�ږʂ̏ēݑg�D�Ȃ�B���͐����y�g�����������ꊇ���đ�2�\�Ɏ����B
�@�@�@�{�����͒b�B��15���W���Ƃ��A���̓����ɔ䂵�Ēb�B�����B
�@�@�@�]���Ēn�������ƂȂ芎�@�B�͒b�B�̂��ߒn���悭���܂�A�t�N���y�n�K���~�����r�����Ȃ���o�ҕ��͔�O�V������
�@�@�@(�ق��ӂ�)������̂���B�{�����̍쓁�����a15�N8���ˎR�w�Z�ɉ��Ď����̌��ʗǍD�Ȃ鐬�т���B
�@�@�� 5 ���͍����p�E�����ۜA��̉��f�ʂ̃}�N���g�D�Ȃ�B
�@
�@�@�@�@�@�@�@�@�@�@�@�� 5 ���@�@�@�@�@�@�@�@�@�� 6 ���@�@�@�@�@�@�� 7 ���@�@�@�@�@�� 8 ���@�@�@�@�@�� 9 ��
X 300 �@�@�@�Ɏ_1%�n�t�@ �@�@�Ɏ_1%�n�t�@�@�@
�Ɏ_1%�n�t �@�@�Ɏ_1%�n�t

�@�@�@�@�@�@�@�����ۜA�쉡�f�ʂ̃}�N���g�D�@�@�@�@�@ �Đn�ēݑg�D�@�@�@�@
��|�ēݑg�D�@�@�@�@�S�S�ēݑg�D�@��|�E�S�S�b���ʏēݑg�D
�@�@�@�@�B�͒b�B�\�����b���ɂ��Ė{�O���Ȃ�B��|�A�n�|�y�S�S�̒b�B�͊e�X13��y5���W���Ƃ��B
�@�@�@�g���������𑪒肷���
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@��|+�n�|/�S�S = 0.676 �� 2/3
�@�@�@�ƂȂ�B
�@�@�@�g�����͕��邱�ƂȂ��T��(������)�˛��i(�������傤)�ƂȂ����n�|�̑g���������Ǐ��ɂ��ďĐn�̒��ɐS�S�̈ꕔ��
�@�@�@�F�ނ邱�ƂB�z���̔@�����̂͐n�R�{���ɂĒ����ɐn�|��������(������)������ȂĂ��������
���邱�ƕK�v�Ȃ�B
�@�@�@�{���̐S�S�͒� 8 ���Ɏ����@���Y�f�ʏ��Ȃ���̂Ƒ�Ȃ���̂Ƃ��d�ȂȂ�ăx�j�A�̔@���g�D��悷�邪�̂ɁA�ē���
�@�@�@���{�������͏ē�����ʏ��Ȃ���̂Ƒ�Ȃ���̂Ƃ��d�Ȃ�Đn���y�n�̒��Ɍ���č������̔@��������\�����ς�悹
�@�@�@��B
�@�@�@��6�`9���͊e�X�Đn�A��|�y��|�A�S�S�b�ږʂ̏ēݑg�D�Ȃ�B
�@�@�@�{�O���b�ւ͏n���Ȃ�Z���v������̂Ȃ�ǂ��{�����̍쓁�͒b���I���ɂ����r�����n�����߂Ɋӏ㋻�����铭��������
�@�@�@���̂���B
�@�@�� 10 ���͕����p�E�����v�A��̉��f�ʂ̃}�N���g�D�Ȃ�B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� 10 ���@�@�@�@�@�@�@�@�@�@ �� 11 ���@�@�@�@ �� 12 ���@�@�@�@ �� 13 ��
X 300 �@�@�Ɏ_1%�n�t�@ �@�Ɏ_1%�n�t�@�@�@�Ɏ_1%�n�t

�@�@�@�@�@�@�@�@�@�@�@�����v�A�쉡�f�ʂ̃}�N���g�D�@�@�@�@�@�Đn�ēݑg�D�@�@�@�@
�S�S�ēݑg�D�@��|�E�S�S�b���ʏēݑg�D
�@�@�@�@�B�͒b�B���ڒb���ɂ��čb���Ȃ�B��|�y�S�S�̒b�B�͊e�X10��y6���W���Ƃ��B
�@�@�@�g���������𑪒肷��@
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@��|/�S�S = 1.56 �� 3/2
�@�@�@�ƂȂ�B
�@�@�@�g�����͕��邱�ƂȂ��T(������)�˛��i(�������傤)��
����A�S�S�̐�[�ɒb���s�\���̙|����B
�@�@�@��11�A12�A13���͊e�X�Đn�A�S�S�y��|�A�S�S�b�ږʂ̏ēݑg�D�Ȃ�B�{���͖��ڔ��悭����悭���Вn�S�Ⴆ�Č���B
�@�@�@�n�������n�n������A�ĕ���Ȃ��L�㍂�c�V���̐n���霂�����̂���B
�@�@�� 14 ���͊��p�E����(��������)�� �����̉��f�ʂ̃}�N���g�D�Ȃ�B��
(��������=��)
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� 14 ���@�@�@�@�@�@�@�@�@ �� 15 ���@�@�@�@ �� 16 ���@�@�@�@�� 17 ��
X 300 �@�@�Ɏ_1%�n�t�@ �@�Ɏ_1%�n�t�@�@�@�Ɏ_1%�n�t

�@�@�@�@�@�@�@�@�@�@�@�@�@��������쉡�f�ʂ̃}�N���g�D�@�@�@�@�@�Đn�ēݑg�D�@�@�@
�S�S�ēݑg�D�@��|�E�S�S�b���ʏēݑg�D
�@�@�@�]�͒b�B�A���ڒb���ɂ��ă}�N���Ȃ�B��|�y�S�S�̒b�B�͊e�X12��y8���W���Ƃ��B
�@�@�@�g���������𑪒肷��@
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@��|/�S�S = 0.93 �� 1
�@�@�@�ƂȂ�B
�@�@�@�g�����͕��邱�ƂȂ��T�˛��i(�������傤)���Ȃ��A�S�S�͏Đn�ɐڋ߂��B
�@�@�@��15�A16�A17���͊e�X�Đn�A�S�S�y��|�A�S�S�b�ږʂ̏ēݑg�D�Ȃ�B
�@�@�� 18 ���͓����{�E�N��_����̉��f�ʂ̃}�N���g�D�Ȃ�B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� 18 ���@�@�@�@�@�@�@�@�@�� 19 ���@�@�@�@ �� 20 ���@�@�@�@ �� 21 ��
X 300 �@�@�@�Ɏ_1%�n�t�@ �@�Ɏ_1%�n�t�@ �@�Ɏ_1%�n�t

�@�@�@�@�@�@�@�@�@�@�@�N��_���쉡�f�ʂ̃}�N���g�D�@�@�@�@�@�Đn�ēݑg�D�@�@�@�@�S�S�ēݑg�D�@��|�E�S�S�b���ʏēݑg�D
�@�@
�@�@�@�]�͒b�B�A�\�����b���ɂ��ă}�N���Ȃ�B��|�y�S�S�̒b�B�͊e�X15��y10���W���Ƃ��B
�@�@�@�g���������𑪒肷���
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@��|/�S�S = 0.98 �� 1
�@�@�@�ƂȂ�B
�@�@�@�g�����͕��邱�ƂȂ��T�˛��i���Ȃ��A�S�S�͉��f�ʂƗ��X�����`���Ȃ��Đn�ɐڋ߂��B
�@�@�@��19�A20�A21���͏Đn�A�S�S�y��|�A�S�S�b�ږʂ̏ēݑg�D�Ȃ�B
2
�Q�D�d��g������
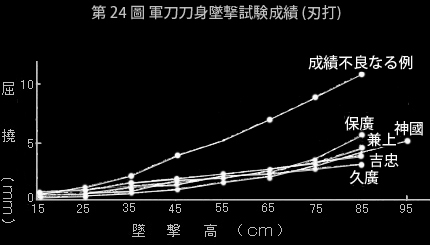
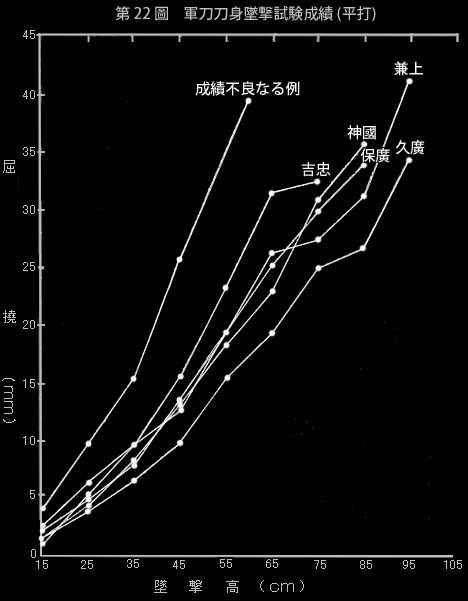
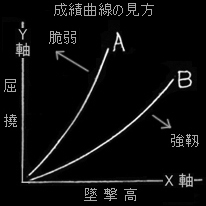
�@�@�@�g���������y�Y�f�ʂ����Ď������тɋy���e���ɏA���đ�22�`24���y��3�`7�\�Ɍ��Ď������т������B
��P�\�@���g�`�@�A�앿
| �� �� |
���@�� |
���@�@��
|
���@�@�� |
� |
���@�@�� |
| ���@�i |
�g�@�@�� |
�ہ@�@�A |
�v�@�@�A |
���@�@�� |
�_�@�@�� |
| �n�@�@�@�@�@ (��) |
21.4 |
22.8 |
21.95 |
21.95 |
22.55 |
�n�@�@�@�@�@��
|
���ږ��č�� |
���ږ��č�� |
�悭���Ђ��閏��
����� |
�@�@�@�ځ@�� |
�ڔ����ڍ����� |
�g��(��)
|
�� |
1.05 |
1.0 |
1.05 |
1.01 |
1.1
|
| ���@�� |
0.75 |
0.73 |
0.76 |
0.71 |
0.8 |
�d (��)
|
�� |
0.25 |
0.2 |
0.22 |
0.23 |
0.2 |
| ���@�� |
0.18 |
0.17 |
0.15 |
0.15
|
0.15
|
��
�n
|
�n�@��
|
���n������������
�������� |
���܂̖ڂ悭���ӁA
�����ЂĐn��ɔ��� |
�@ ���@�@�@�n |
���J�����阪�n��
��̒J�[���ĕ�����
�Ȃ�|���� |
���n�ɏ��ܖڌ����� |
| �n�@�� |
���������Ȃ� |
�n���ɍ���������A
�����o�����X�����
�r������A�n������ |
�����o�����X����
�čr������ |
�����o�����X�r��
���� |
�����o�����X�r��
���� |
��
��
(��)
|
�Đn�̐[��
/ �n�� |
1/3 |
1/3�`1/2 |
1/3 |
1/5�`1/3 |
1/2�`1/3 |
��
|
1.38 |
1.4 |
1.35 |
1.41 |
1.36 |
| ���@�q |
���ەԂ� |
��ەԂ����čr
������ |
���ەԂ� |
���ꍞ�݁A�Ԃ��
��� |
�ċl�Ȃ�Ǖ����
�Ԃ�[���Ȃ� |
�d�@�@�@�ʁ@(��)
|
213 |
223 |
213 |
205 |
215 |
�d�S�ʒu(����萡)
|
6.1 |
7.25 |
6.95 |
6.45 |
6.3 |
�� ��@(��)
|
6
|
5
|
5
|
3.5 |
5.8
|
�@
��Q�\�@�g���킹�����y���͐����y�g������������
| ������ |
�g�������� |
�Y�@�@�@�@�@�f |
�}���K��
|
�]�f
|
��
|
����
|
| ��| |
�S�S |
| �g�@��
|
0.91 �� 1 |
0.56 |
0.3 |
0.031 |
0.06 |
0.01 |
0.01 |
| �ہ@�A |
30,676 �� 2/3 |
0.56 |
0.29 |
|
|
|
|
| �v�@�A |
1.56 �� 3/2 |
0.73 |
0.26�� |
|
|
|
|
| ���@�� |
0,93 �� 1 |
0.6 |
0.25�� |
|
|
|
|
| �_�@�� |
0,98 �� 1 |
0.64 |
0.28 |
�[ |
0.06 |
0.015 |
0.015 |
�@�@�@�@�@�@�@�@�@�@�@�@�@�E�v�@�}���K���A�]�f�A�ӁA�����͔�|�̕��͐����y�g�������������Ƃ�
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� �͌������������Y�f�ʂ𐄒肵�������
3
|
�@�@�@�@�@�@�@
|
�@�@�@
�@�@�@�@
|
��R�\�@�Č��������с@�����E�g ��
�Ŗ@
��
(�p) |
���@�@�@�@�@�@�� |
���@�@�@�@�@�@�� |
�n�@�@�@�@�@�@��
|
���@��
(�o) |
�E�@�@�@�v |
���@��
(�o) |
�E�@�@�v |
���@��
(�o) |
�E�@�@�@�v |
15
|
1.0
|
|
0.9 |
�n��1�� |
0.3 |
|
25
|
5.5
|
|
3.4 |
|
0.8 |
|
35
|
9.8
|
�n��2�� |
7.2 |
|
1.4 |
|
45
|
16.0
|
�n��1�� |
�ܑ� |
|
1.8 |
���Ȃ�n�R�{��1�� |
55
|
23.8
|
�n��2�� |
|
|
2.3 |
|
65
|
32.0
|
�n��1�� |
|
|
2.6 |
|
75
|
33.0
|
�d�����ׂ� 60�K�ɜ]�Ȃ� |
|
|
3.3 |
|
85
|
|
|
|
|
3.8 |
|
��S�\�@�Č��������с@�����E�� �A
�Ŗ@
��
(�p) |
���@�@�@�@�@�@�@�� |
���@�@�@�@�@�@�� |
�n�@�@�@�@�@�@��
|
���@��
(�o) |
�E�@�@�@�v |
���@��
(�o) |
�E�@�@�@�v |
���@��
(�o) |
�E�@�@�@�v |
15
|
2.3
|
|
0.2 |
|
0.3 |
|
25
|
5.0
|
|
0.9
|
�n��1�� |
0.4 |
|
35
|
8.1
|
|
2.0
|
|
1.0 |
|
45
|
13.8
|
|
4.5
|
|
1.4 |
|
55
|
20.0
|
�n��1�� |
9.7
|
��Ȃ�n�� |
2.2 |
|
65
|
25.8
|
|
2.2
|
�d�����ׂ� |
2.6 |
|
75
|
30.5
|
�n��2�� 61�K50'�ɜ]�Ȃ� |
|
|
3.4 |
���Ȃ�n�R�{�� |
85
|
34.6
|
|
|
|
5.6
|
|
��T�\�@�Č��������с@�����E�v �A
�Ŗ@
��
(�p) |
���@�@�@�@�@�@�@�� |
���@�@�@�@�@�@�� |
�n�@�@�@�@�@�@��
|
��
�@��
(�o) |
�E�@
�@�@�@�v |
��
�@��
(�o) |
�E�@
�@�@�@�v |
��
�@��
(�o) |
�E�@
�@�@�@�v |
15
|
1.5
|
|
2.1
|
|
0.4
|
|
25
|
4.0
|
|
3.0
|
�n��2�� |
0.6
|
|
35
|
6.7
|
|
4.0
|
|
0.7
|
�d�����ׂ� |
45
|
10.1
|
�n��3�� |
10.2
|
|
1.7
|
|
55
|
15.7
|
�n��1�� |
�ܑ� |
|
2.1 |
���Ȃ�n�R�{�� |
65
|
19.8
|
�n��1�� |
|
|
2.3 |
|
75
|
25.4
|
|
|
|
2.8 |
���Ȃ�n�R�{�� |
85
|
27.3
|
�d�����ׂ� �n��1�� |
|
|
3.1 |
|
95
|
35.0
|
�n��1�� 60�K�ɜ]�Ȃ� |
|
|
|
|
��U�\�@�Č��������с@�����E�� ��
�Ŗ@
��
(�p) |
���@�@�@�@�@�@�@�� |
���@�@�@�@�@�@�� |
�n�@�@�@�@�@�@��
|
��
�@��
(�o) |
�E�@
�@�@�@�v |
��
�@��
(�o) |
�E�@
�@�@�@�v |
��
�@��
(�o) |
�E�@
�@�@�@�v |
15
|
2.7
|
|
0.1
|
|
0.5
|
|
25
|
6.5
|
|
0.8
|
�n��1�� |
0.8
|
|
35
|
9.8
|
|
1.8
|
�n��1�� |
1.1
|
|
45
|
13.1
|
�n��1�� |
3.2
|
�n��1�� |
1.5
|
|
55
|
19.8
|
�n��3�� |
7.0
|
|
2.0
|
|
65
|
26.9
|
�n��2�� |
�ܑ� |
|
2.4
|
|
75
|
28.0
|
�d�����ׂ� |
|
|
3.2
|
|
85
|
31.8
|
�d�����ׂ� �n��1�� |
|
|
4.4
|
|
95
|
42.0
|
�n��2�� 60�K�ɜ]�Ȃ� |
|
|
|
|
��V�\�@�Č��������с@�����E�_ ��
�Ŗ@
��
(�p) |
��
�@�@�@�@�@�@�@�� |
��
�@�@�@�@�@�@�� |
�n
�@�@�@�@�@�@��
|
��
�@��
(�o) |
�E�@
�@�@�@�v |
��
�@��
(�o) |
�E�@
�@�@�@�v |
��
�@��
(�o) |
�E�@
�@�@�@�v |
15
|
1.5
|
|
0.0
|
|
0.0
|
|
25
|
4.5
|
|
0.3
|
|
0.2
|
|
35
|
8.5
|
|
1.1
|
�n��1�� |
0.5
|
|
45
|
13.4
|
|
2.3
|
|
0.9
|
|
55
|
18.8
|
|
4.0
|
|
1.5
|
|
65
|
23.5
|
�n��2�� |
8.6
|
|
2.0
|
|
75
|
31.5
|
|
�ܑ� |
|
3.0
|
���Ȃ�n�R�{�� |
85
|
36.5
|
�n��2�� 63.5�K�ɜ]�Ȃ� |
|
|
4.0
|
|
95
|
|
|
|
|
5.1
|
|
�Đn�͏Ռ��I�������͂ɛ����Ă͐Ǝ�ɂ��Đn����Ղ����̂ɐS�S���Đn�ɐڋ߂����߁A���̉��L���ɂ��Đn��̑�Ȃ��Ƃ����h�~���邱�Ɗ̗v�Ȃ�B
�Đn�ƐS�S�̐�[�Ƃ̋����傫�߂���Ƃ��͐n�ꑊ�c�ɑ�ƂȂ�B����S�S����p���n�߂閘�ɔ�|�̍R�͂��������͂ɑς������邪���߂Ȃ�B
�Đn�̒��ɐS�S�̐�[���܂���₤���삷��͕s�\�Ȃ炴����n�R�{���Č����̍ېn���ɐS�S�I�o�̋�(������)����B
���łɛ����ċg���̐Ǝ�Ȃ肵�͏Đn�ƐS�S��[�ƂɎ�̋�������Ɉ�(��)��Ǝv�l���B
���A�v�A�̐Ǝ�Ȃ肵�͑��ɔ�r���Ĕ�|�̒Y�f�ʍ����S�S�ɔ䂵�Ĕ�|�̊�����Ȃ�ਂȂ�Ǝv�l���B
�ۜA�A����y�_���͔�r�I�D���тȂ�B
���łɛ����Ă͋g��������(���Ƃ�)�ł������A�v�A�������ł������A�ۜA�A����y�_���͗��X(�ق�)����̐��т������_�҂̒��ԂɈʂ��邱�Ƃ�m��B
�{�ɝ������铁�̏Đn�͏Ռ��I�؏k��͂ɛ����Ă͋��Ղɂ��Ĕ�r�I�ɐn��A�t�N��������A�n�łɛ����Ă͌����Ȃ鍷�ق�F�߂��B
��25���͌���y�_���̐n�łɂ�鑹���̏Ȃ�B
�� 25 ��
�n�łɂ��Đn�̑�����
�n��A�t�N�����̗L�Q�Ȃ����r(����)���邱�ƂȂ��n���т��������ꂽ����x�ɂ��Đn�R�{���y���������������ՂȂ邱�Ƃ�m��B
������ɂ��ē��{���͍d���ɛ����Đ����Ɏa��ΐn�R�{���ɂ߂ď������Ƃ������������B
�ۜA�A����y�_���͐S�S�̐�[���Đn�ɐڋ߂��g�����͓��̉��f�ʂɗ��X�����`���Ȃ��B
�� 2 �\���S�S�̑g���������͕ۜA���ł������A�v�A�ł����Ȃ��A�g���A����y�_���͙_�҂̒��Ԃɂ���A���ۜA�̔�|�Y�f�ʍł��Ⴍ�A�v�A�͍ł������A�g������y�_���͊T�˙_�҂̒��ԂɈʂ��邱�Ƃ�m��B
�g���A����y�_���͑g���������y�Y�f�ʗ��X����Ȃ�ɍS��炸���łɛ����ċg���Ɛ_���y����Ƃ����c�̍��ق�������͐S�S�̑g�����̍I�قɂ����̂Ɣ��肷�B
�ȏ�̌��ʂ����ĕ��ŁA���ŁA�n�łɛ����鋭�Ր��L�����߂�ɂ͕ۜA�A����y�_���̑g�����A�g���������y�Y�f�ʂ�W���Ƃ���ΉȂ邱�Ƃ�m��B
�R�D�d�x����
���g��ؒf�����ʌ����Ղɂę_�ʂ𐳊m�ɕ��s�Ƃ��� 26 ���̑���Ђ��ʂ����(������)����|��n�|�y�S�S�ʂ�������x�ɕ��H���ă��B�b�J�[�X�d�x�v�ɂĊe���̍d�x�𑪒肹��B���̑���l��� 8 �\�Ɏ����B
�@�@
�@�@�@�@�� 26 �}
�@�@���胖��:
�@�@��|�@���E 3 �����@�@�@�@�@�@�@
�@�@�S�S�@3 ����
�@�@�n�|�@2 ����

|
��W�\�@�f�ʍd�x����l
| ������ |
�g�@��
|
�ہ@�A |
�v�@�A |
���@�� |
�_�@�� |
��@�|
|
�[ |
�[ |
283 |
263 |
302
|
301
|
282
|
287
|
282
|
287
|
253
|
243
|
305
|
254
|
297
|
304
|
291
|
295
|
292
|
295
|
269
|
277
|
289
|
286
|
307
|
298
|
295
|
271
|
295
|
271
|
�S�@�S
|
177 |
162 |
194 |
194 |
167
|
| 189 |
164
|
176
|
168
|
164
|
194
|
178
|
178
|
164
|
155
|
�ā@�n
|
622
|
602
|
700
|
575
|
657
|
610
|
657
|
690
|
639
|
685
|
���@�l
|
���l:��|���E�͐n�����Ƃ�����ۂ̉E���̍d�x�Ƃ�
�@�@�@��̗��͓����ɋ߂��d�x�Ƃ�
|
|
�M�Ғ�:
�{5��̌��������́A�a�|�\���̋��Ր��Ɋւ��āA��|��n�|�y�ѐS�S�̊e�|�ނ̑g�����A�g���������y�ђY�f�ʂ�
�l�@���s�����B���������Ӗ��ł͑�ϋM�d�Ȏ����ł���B
���́A���̌��ʂ������̍쓁�ɂǂ̂悤�ɔ��f�ł��邩�ł���B
�O�y�[�W�̑�22�A23�A24�\�Ŗ��炩�Ȃ悤�ɁA�e�X�̓����͕��ł��A�n�ł��y�ѓ��ł��̎O���ڂ��ɍ��������Ŏ����������邱�Ƃ��o���Ȃ������B
�n�ł��Ɠ��ł����тōŗǂ̐_���͕��ł��ŋv�A�ƌ���̌�o��q���Ă���B
���ł��ōŗǐ��т̋v�A�͓��ł��ł͗���Ă����B
�n�ł������Ղɂ���ׂɂ͏Đn�ɐS�S�̐�[���܂�����K�v������Ƃ��Ȃ�����A�������邱�Ƃɂ���Č��������̍ۂɐS�S�̘I�o�̋���뜜���Ă���B
���A�{���ł́A�e�X�̓����̓��g�f�ʂ͂قڑ����`�Ɣ��肵�Ă��邪�A�f�ʎʐ^���������A������n��܂ő��đ����`�ƂȂ��Ă���Ƃ͌���Ȃ��B
�����̎����͊e�|�̑g�����A�g���������y�ђY�f�ʂ̔����Ȓ������@���ɓ�����������Ă���B
(��ܕ�)
4
���q���R�������̌����͈̔͂ƌ��E
�{���ł͊m���ɘa�|�\���̗��z�̏������𖾂����B����͈�̉���ł������B
����ł͗��z�Ƃ��铁�g���ǂ̂悤�ɂ��ċώ��I�����ʂɑ����̂ł��낤���B
���ꖘ�̈�A�̌����́A�]���̓��{���̎������͂Ƃ��̍l�@�ɏd�_���u����Ă����B
�����S��b�B�Ɋւ���@�B���̗L�����A�b�B�ߒ��ł̒Y�f�ʑ���̕K�v
���ɂ͌��y���Ă�����̂́A�����܂Ŏ�͓̂����ł���A�����́u�葫�Ɗ��v�̈ꕔ�����@�B������Ƃ������P�ɗ��܂��Ă���B
���q���R�������̒��z�͓�
���̋Z���̌���ƕ��ω��ł������B
�R�����A�e�����̏n���ɘ�(��)�Ƃ����̂͋C�̉����Ȃ�b�ł���A�Ⴆ�n�������ł����Ă��������͓�x�Ƒ���Ȃ��Ƃ����̂������������B
�]���āA�����̗͗ʂɈˑ����闝�z�I���g�̋ώ������ʐ���͂ƂĂ������I�Ƃ͎v���Ȃ��B
�u�D�ǂȌR��������ő��ʂɐ�������v�Ƃ��������̍�簂ȖړI�ɏƂ炷�ƁA���q���R�������̌����͂�������E�̕ǂɓ˂������鎖���\�����ꂽ�B
�����A�����Ɉ˂�ɂ߂Ĕ�����ȏ]���̑����@(�V�X���ɏ���)�̉�������ł̉��P�ɂ͎���������E�������Ă����B
�����āA���p���ւ̎�������A���p������Ɗ��S�Ɋ����Ȃ������S���҂̒��r���[�ȐS����P���ւ̒�j��ł��܂����B
����ɂ͎~�ނȂ�������݂����B
���a15�N8��16���A���R����{���́u���Z�A�y�m���p������A�c���m���v(�e�ޑ��Z���j)�𗤌R�Ȃɐ\�����ĔF���ꂽ�B
���̕tⳂɁu���g�n�ʍ|�{�b
�g�X�v�ƋK�肳�ꂽ�B
����͏��a13�N9��16��������{�����瑢�����ւ̐V�R�����얽�߂Ɋւ��闤����ܘZ�Z���j�ʒB�ɑ���F�������B
�ʍ|�̖{�b��
�Ƃ����͓̂����E�̌R�����B������{���𑀂������ʂł������B
�ʍ|�̒b�B���Ƃ̎w���́A���ǂɊ��S�ɋt�s���Ă����B���ꂪ���q���R�������̌����͈͂𑩔������B
�Č������̊e���Ŋe�X���߂����悤�ɁA���R�����|�̈ꖇ�b���͍D���т������A�m�|�E���f�Ҍ��S�͐n�ł��A���ł��A���ł��̊e�����ōŗD�G�̐��т������B����ɂ��S��炸�A�œK�ȍ|�ނ̑I����s�����Ƃ��ł��Ȃ��������B
���̐���ς������Ȃ��Z�p�҂Ȃ�A���R�|�ނ̕]���ƑI���ɊS���ڂ������ł���B
���̂Ȃ�A�����̓��{������ő���Ȏ��Ԃ��₵�A���g���\�ɂ��e������
�͓̂��ނ̐l�͒b�B�������B
���̕s�m�����Ɣ\���̈����̉��P�́A����������ڎw�������҂��K�R�I�ɍs��������ł���������ł���B
���ɁA���q���R���������{�����������J�n����i�K�ł́A���ɐV�|�ނƐV�����@�ɂ�閞�S���̐��Y���O���ɏ���Ă����B
���q���R�������͖��S����m���Ă������ł���B
�V�|�ނ̌Q������U�������o�������B
�����̓��������ΏۂɂȂ炸�A�V���ȓ��ނ̒Nj����o���Ȃ������̂́A����{���̎w���ɋK�����ꂽ�ׁA�ʍ|�����I���̗]�n���Ȃ���������ł���B���ɋ����ȌR���s���ł������B
�����������G�Ȏ������ׂɁA�u���Z�p�R���̌����v�̖`���ł��͈̔͂ƌ��E�𖾂炩�ɂ��Ēu��������ł���B
�Ƃ����ꏬ�q���R�������̖{���������́A�V�X���̎��Ԃ�m���ő�ςɋM�d�Ȃ��̂ł������B
���A������������B���J���������͖{��������̉e�����Ă���A�����S���҂������̓��{���̌Œ�ϔO�Ɉ��������Ă����͎̂c�O�ł���B���A�����̏�Ԃ���|�ނ③���@�̔��{�I�Ȍ��������R�ɍs���Ȃ��������ɂ��܂�ĂȂ�Ȃ��B
�� �S �� �� �� �z �� �� ��
���q���R�������̒��z�ƍ��{�I�ɈقȂ���������̂����S�ł���B
���S�́A�����̐l�͂Ɉ˂铁�ސ���(���|)�y�ё�����̕s�m���ȗv�f��O�ꂵ�Ĕr������ׂɐV�|�ނƐV�����@�̊J���ɒ��ڂ����B
�悸�A�����Ɩڂ���铁��O�ꕪ�͂��A��|��S�S�̗��z�I�Ȕz���ƒY�f�ʂ̍���������B
���̍���Ɋ�Â��A���z�I�ȊܒY�ʂ̋ώ��Ȕ�|�ƐS�S���H�ƓI�ɐ��������B
�l�͂Ɉ˂�\���̑��荞�݂͔�|�ƐS�S�𓁐g���E�ɑ����`�ɔz�u����̂���ύ���ł������B
���S�E�������m�̐���z�L�Ɉ˂�A��|�A�S�S�͓��p�ɓ��ʂɒ������ꂽ�|�ނŁA�e�X���ۖ_�ɉ��H���ꂽ�B
��|�̊ۖ_�͒b���Œ萡�ɂȂ�悤�Ȓ����ɐؒf����A���S�ɐS�S������ی����@�B���H�Ŗ�����ꂽ�B
����͎Ԏ��̐����@�Ɋ�Â����̂Ɛ��肷��B
���ꂪ�S�S�̗��z�I�Ȕz�u�����������B���A���ՂȊ����i�̗��p�ƌ�������̂Ŕ�S��Y�f�|�ǂƌď̂���͓̂K���ł͂Ȃ��B
�e�ۖ_�̒��a�͑ł��I��������ɗ��z�I�ȓ���(�g��������)�Ɣz�u(��)�ɂȂ�悤�Ɍv�Z����Ă������ł���B
���O�v�Z���\�ɂ����̂͑����H���̖w�ǂ��@�B������O�����ď��߂Đ��藧���̂ł������B
���q���R�������͓����̋Z�p�̘B���ƕ��ω���Nj�������Ȃ��������A���S�͉Ȋw�́E�H�Ɨ͂���g���āu�l�́v�Ƃ����s�m���ȗv�f��O��r��������ł���B
�������琶�܂ꂽ���S���ɐ��i�̃o���c�L�͂Ȃ��A���\�͕��̓��{����ꡂ��ɗ��킵�Ă����B
�������Č���ƁA���q���R�������̋K�����ꂽ�����ƁA���S�̎��R�Ȓ��z�̍��͗]��ɂ��u�₵�Ă����B
�Ⴕ���q���R�������̌��������R�ł������Ȃ�A���炭���S�̒��z�ɋ߂����_���o���Ă����悤�Ɏv����B
���̂Ȃ�A���a12�N�A���R�ˎR�w�Z�́u�R�������̎���Ə��Z���g�����̈ӌ���\�v�őz�肵�����g�́A���ɖ��S�����z�����悤�Ȑ������@�ł������B
���A�R���C���R���ł����������֎����͌R���̎��팟����A�u���{�����ۉ�̓����o�āA���p���ł������Ó�����ɖ{���ɕ�
�A����Ƌ��ɁA�얞�F�S����A
�H��̓��{������X�Ƃ̂悤�ɁA�i�Ȋw�̗͂�V�ɉ����˂Ȃ�ʁB���S�A�b�B�A�Ă�����ɂ������镶���̗����p���������I���ÂłȂ��Ă͈Ӌ`����
���ʁB����Ȋw�ɂ��A���Ȃ��J�͂Ő��\�L���ȍ쓁���o���A�R�������Ɏ��v�ɉ������邩��ł���B
���R�ő����Ă���u�������v�ɁA���������Ӗ��ň�i�̔������҂������B������]�݂����v�Əq�ׂĂ���B
�����̊��҂͗���ꂽ�B
�����E�̋����ȌR�����B����
����ꂽ����{���̎w�߂ɂ���āA�V���ȓ��{���̉\���̉肪�E�ݎ���Ă��܂����B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@
�@�@�@�@�@�@�@�@�@�@�� ���{�������̌���(�R���s������炵�������E���Z�R���Ӎ��ψ���)�A�R���s���Ƒ������Q��
�� �S �� �\ �� �� �uif�v
�����Ŗ��S���̓\���ɏA���ĐG��Ēu���˂Ȃ�Ȃ��B
���S�͉��̐V�X���ɏ��������\���̓��g�Ƃ����̂ł��낤���B
���S�����̐������v�����������A�ꖇ�\���Ɠ\���̗D����������ē\����I�Ƃ͂ƂĂ��v���Ȃ��B
�����̓����Ⓛ���W�ҒB�͖w�Ǘ�O�Ȃ��A�V�X���̍\�����×�����̓��{���̍\���ƐM���Ă����B
����͌I���F�O�Y�̏q����������炩�ł���B
���S�̋Z�p�ҒB����O�ł͂Ȃ������ł��낤���͗e�Ղɑz���ł���B
�]���ē\�����u�I���v�����̂ł͂Ȃ��A�u������O�v�Ƃ��ē\���ƂȂ��Ă��܂����B
�ꖇ�\���ɗ����������Ă����̂́A�����C���H���̑��c�o�F�����A���k���̖{�c�����Y���m���ɂ������̐l�B�ɉ߂��Ȃ������B
�Ⴕ�A���S�̋Z�p�ҒB�����{���_�b�ɐ��܂邱�ƂȂ��ꖇ�b���̌Ö����̑��݂Ƃ��̓�����m���Ă���A�ʂ����ĐV�X���̓\�����̗p���Ă����ł��낤���B����͋������䂩���uif�v�ł���B
�V���Ȓn�S�̊J���Ɉ˂�A�L���Ȓn�n��������S���ʂ̖��S�����a�����Ă����\�����[���ɂ������̂ł͂Ȃ��낤���B
���̎v�����[���B
2013�N9��29�����(���T�C�g����ړ])
�y�[�W�̃g�b�v�ց�