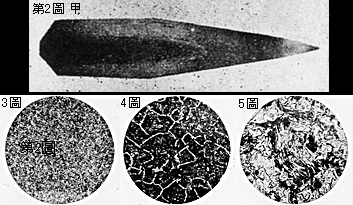
�@�X�ɐܕԂ��b�B���p������t�F���C�g�͏o�����舟���܍|�ƂȂ�B
�@�t�F���C�g�͏_��ɂ����Ր��^���B
�@�R��ɁA�ʍ|�͋Ǖ��I�ɒY�f�ʕs��������ȂĈꕔ�͈����܍|�ƂȂ���A���̕��ɋ��܍|��
�@�͉ߋ��܍|�������邱�Ƃ���B
�@�̂ɁA���{���̔�|���͐n�|�Ƃ��čœK�x�Ȃ镽�ϒY�f�ʂ́A���܍|����Y�f�ʂ̒ቺ
�@������̂��炴��ׂ��炸�B
�@�R��ɗ]��ɑ����̃t�F���C�g�͏o����Ƃ����Ր�����ǂ��p�Ȃ��Ղ��A���p��s�K����
�@��B
�@���A�g�D���ɋǕ��I�ɍł��Y�f�ʍ���������ɋ��܍|�߂����邱�Ƃ�K�v�����Ƃ��B