���Z�p�R���̌���(4)�@��O��̑���0
�� �Z �p �R �� �� �� ���@(4)
��O��A�S�D�S�ߋy�����̑���
�V�D�@�B�͒b�B�Ɛl�͒b�B�̔�r
�@�@1�U�������̌o�߂��r����Α�5�\�̔@���B
��T�\�@�����S�ߔ�r
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�]�� = �l��
| ���@�@�� |
�n�@�@�@�S |
�d�E��g�D�g�� |
���p���� |
���Y����� |
�b�B�� |
�@�B�͒b�B
|
�@���S�@�B����
�@�Y�f��3.6�`4% |
�}�N�����͍b�� |
3 |
�@64�`72�s |
15 |
�]�͒b�B
|
�@�ʍ|�E��S��
�@ �͏��S�艵��
|
�{�O�� |
4.5
|
112�`124�s
|
8�`13 |
| �}�N�����͍b�� |
4
|
94�`107�s |
�@�@�@�@�@�@�@�@�@�M�Ғ�)�@�@�B�͒b�B�́A�l�͒b�B�ɔ�ׂāA���v�����Ə��Y�̎g�p�ʂ���2/3�ƌ������オ��
��U�\�@�I �� �� �b �B �S ��
�ԁ@�@�@�@�j
|
1
|
2
|
3
|
4
|
5
|
6
|
�b�@�@�@�@�B
|
�]�@�@�@�@�@�@��
|
�@�@�B�@�� |
�n�@�@�S
|
�n�@�| |
��
�|
(�㒆��) |
�ʍ|
(���|) |
���f�Ҍ��S
�艵��
|
���f�Ҍ��S
�@���
|
| �S�@�S |
��S |
���� |
���f�Ҍ��S�ɂ�
�̉����S������
|
�@�B�����S��
�d��S������
|
| �b�@�B�@�@ |
�\�@�@�@�@���@�@�@�@���@�@�@�@�b
|
�b�B��
|
�n�@�| |
9
|
9
|
8
|
9
|
15
|
11
|
| �S�@�S |
1
|
1
|
5
|
5
|
15
|
15
|
�b�@�B�@�g�@��
|
�}�@�@�@�@�@�N�@�@�@�@�@��
|
�b
�B
��
��
��
�Y
�f
��
�� |
�n
�| |
3��
|
0.765% |
0.867% |
0.707% |
0.750% |
1.346% |
0.864% |
| 6�� |
0.662% |
0.637% |
0.703% |
0.051% |
1.116% |
|
| 9�� |
0.515% |
0.619% |
|
0.550% |
1.080% |
0.770% |
| 12�� |
�[
|
�[
|
�[
|
�[
|
0.910% |
|
| 15�� |
0.500% |
|
| �ē��O |
0.025% |
0.511% |
0.430% |
0.530% |
0.683% |
0.770% |
�S�S
|
�g���O |
0.050% |
0.050% |
0.200% |
0.200% |
0.180% |
0.180% |
���l
|
�ē��O�̕��͂���̍����Ƃ��@�}�N���̔�|�Ɛn�|�͓���Ƃ�
|
��V�\�@�� �R �M �� �b �B �S ��
�ԁ@�@�@�@�@�j
|
1
|
2
|
3
|
4
|
5
|
6
|
�b�@�@�@�@�@�B
|
�]�@�@�@�@�@�@�@��
|
�@�@�B�@�� |
�n�@�@�S
|
�n �| |
�ʍ|(�㒆��)��
�d��S������
|
�d��S�艵��
|
�d��S�@���
|
| �S �S |
��S�ɓd��S
������
|
�d��S
|
�d��S
|
| �b�@�@�B�@�@�@ |
����S�ƈꕶ���b |
��@�@���@�@���@�@�b |
�b�B��
|
�n �| |
13
|
13
|
12
|
13
|
15
|
15
|
| �S �S |
6
|
6
|
6
|
6
|
6
|
6
|
�b�@�B�@�g�@��
|
�b�@�@�@�@�@�@�@�@�� |
�b
�B
��
��
��
�Y
�f
��
�� |
�n
�| |
3
��
|
0.792% |
0.830% |
0.890% |
0.870% |
1.400% |
1.400% |
| 6
�� |
0.750% |
0.810% |
0.800% |
0.800% |
1.280% |
1.280% |
| 9�� |
0.790% |
0.700% |
0.860% |
0.740% |
1.090% |
1.090% |
| 12�� |
0.720% |
0.720% |
0.720% |
0.680% |
1.090% |
1.090% |
| 15�� |
|
|
|
|
1.100% |
1.100% |
| �ē��O |
0.713% |
0.720% |
0.750% |
0.530% |
0.890% |
0.890% |
�S�S
|
�g���O |
0.134% |
0.134% |
0.030% |
0.030% |
0.030% |
0.030% |
���l
|
�ē��O�̕��͂���̍����Ƃ��@5�j��6�j�̒n�S�͓����b�B�Ƃ�����̂Ȃ�
|
��W�\�@�� �� �� �� �b �B �S ��
| �ԁ@�@�@�@�j |
1
|
2
|
| �b�@�@�@�@�B |
�]�@�@�@�@��
|
�n�@�@�S
|
��|�E�n�| |
�@�ʍ| (��A�|) |
| �@�S�@�S |
�@��S�Ƌʍ| |
| �b�@�@�B�@�@�@ |
�\ �� �� �b
|
�b�B��
|
��@�S |
12
|
9
|
| �n�@�| |
|
6
|
| �S�@�S |
1
|
3
|
| �b�@�B�@�g�@�� |
�}�N��
|
�{�O��
|
�b
�B
��
��
��
�Y
�f
��
��
|
��
�S |
3�� |
0.438% |
0.369% |
| 6�� |
0.445% |
0.462% |
| 9�� |
0.415% |
0.360% |
| 12�� |
0.526% |
|
| �@�ē��O |
0.511% |
|
�n�|
|
3�� |
|
0.570% |
| 6�� |
|
0.520% |
| �@�ē��O |
|
0.511% |
| �S�S |
�@�g���O |
0.050% |
0.050% |
���l
|
�@�ē��O�̕��͂���̍����Ƃ��@�@�@
|
|
�@�e�����͋@�B�͒b�B�͍�����ȂĚ���( ������=�����̏���)�Ƃ��邪�̂ɋ�C
�@�Ƌy�����@�ɂ͕s���ɂ��āA���ӂ�ɔ��L�̕����������铙�ʍ|�b�B�Ƃ͑�
�@���Ɏ���قɂ���ɂ��S�炸��L�̐��т���͋@�B�͒b�B�̔\���ǍD��
�@�邱�Ƃ��������̂Ȃ�B
�@�{���������ɉ��Ă͋ʍ|�A��S�̋@�B�b�B�͎��{�����炴����{�����̌�
�@�ʂ��l�ӂ�Ή\�Ȃ���̂ƐM�����A��L�̕\���X�ɔ\�����i�����
�@�̂Ǝv�l���B
�@�M�Ғ�
�@�ŗǐؖ��̏��R�M���̋ʍ|���͗B��n�|�ɕ�S���������Ă��邪�ł��Y�f
�@�ܗL�ʂ������B
�@���������ł͍ł��Ǝ�ȓ��ƂȂ����B
�@�\����铁�����Ղȓ��Ƃ͌����Ȃ���ł���B
�@���R�M���A�玟����̓�l�́A���a16�N�V����{���W����ɉ��āA�ō��ʂ�
�@�u�b���`���v����܂��������ł���B
�@�Ƃ��낪�A���̓�l�����������́A���y�[�W�̒Č������ōł��Ǝ�ȓ�����
�@���B
�@�W����̕]���͓��R�ɊO��(�n����n��) �ł���B
�@�O�ςƐ��\�͑S�����W�ƌ�����B
�@�]���̊O�ςɈ˂铁�̐��\�]�����@���ɖ��Ӗ��ł��邩�������Ă���B
�@���\�̗ǂ����͊T�ˊO�ς��ǂ��Ƃ��鏬�q�������̏����ɂ͑傫�Ȗ�������
�@��B
�@�����֎����́u�������������̒n���E�n���̓����ǂ��v�Ƃ̎w�E�͘_���I��
�@��������B
�@�����҂̔��p���ւ̎v�����Ԉ���������ƂȂ��Đ����Ɍ���Ă���B
�@�ɂ߂Ďc�O�ȓ_�ł���B
|
�W�D�b�B�o��
�@�@��6�A7�A8�\�ɎO�����̒b�B�o�߂������B��9�A10�A11�\�ɓ��̊e�����@�������B(�ȗ�)
�X�D�b�B�g�D
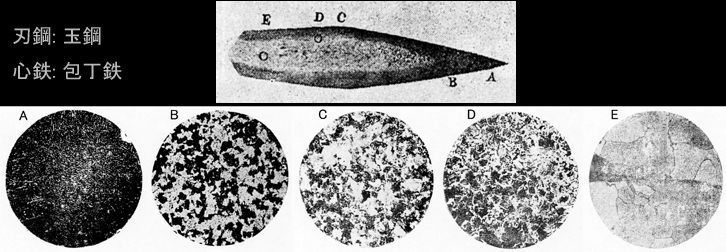
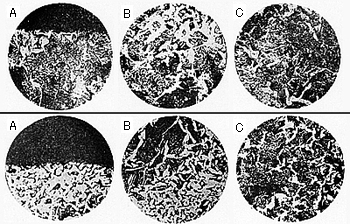
�@�@��25�}�͋ʍ|��3��ܕԂ��b�B�������̎悵������̂ɂ���A�͉��M�ɂ��ĕ\�ʂ��E�Y���t�F���C�g�̍�������g�D�Ȃ�B
�@�@�ܕԂ��b�B���{�����͒E�Y���镔�����|�̓����ɓ���t�F���C�g�̑w���B
�@�@����ܕԂ��b�B���J��Ԃ��t�F���C�g�̑w�͑����ƂȂ�A�x�j�A�ɗގ��̍\���ƂȂ�B
�@�@�z�����ĒY�f�ʂ͎���ɒቺ����ݕ��������ꋭ�Ղ�Ɏ���B�������������ɂĉ��f����t�F���C�g�ƃp�[���C�g�̑w��
�@�@�F�ނ邱�ƂB
�@�@B�̓t�F���C�g�ƃp�[���C�g���w����Ȃ��đ��݂���ꕔ�̑g�D�Ȃ�BC��B���̔@���t�F���C�g�����炴����ʕ��������B
�@�@���̕��������ܕԂ��b�B�ɂ��ĒY�f�ʂ��ቺ���A�p�[���C�g���ɏ��ʂ̃t�F���C�g�����邱�ƂB
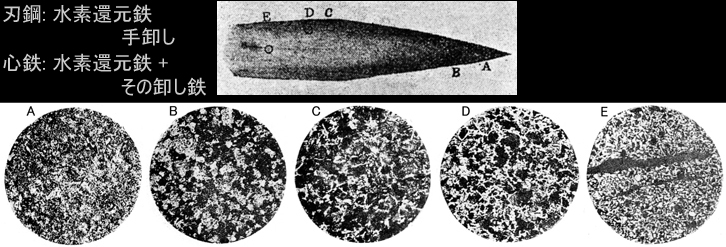
�@�@��26�}�͐��f�Ҍ��S�艵����9��b�B��������̂̑g�D�Ȃ�B
�@�@�z���̔@�����{���̑g�D�͕��G�ɂ��ċǕ��I�ɒY�f�ܗL�ʂɍ��ق��邱�Ƃ��Ȃē����Ƃ��B
�@�@�b�B�ɂ��ăx�j�A�ގ��̍\���ƂȂ�݂̂Ȃ炸�d��g�D�̑g�����ɂ��ē��S�̂��ׂ����x�j�A�̍\����L���邪�̂ɓ�
�@�@�{���͗e�Ղɐܑ���������̂Ȃ����B�z���̔@�����I�Ȃ�g�����g�D��n�B�̗m�|�ɋ��ނ�͓���s�\���̂��ƂȂ�B
�@�@�@��
���̕��͎҂̌����͑傫�ȊԈႢ�B���f�Ҍ��S���m�|�ł���A����ނ�S�d���f��Y�����������|�́u�x�j�A�\���v�ł���K�v�͑S������
�@ �@�@�@�R���u�e�Ղɐܑ�������x�j�A�ގ��\���v�̓��{���͒Č������ōł��Ǝゾ�����B���{���_�b�Ɏx�z����Ă��̖����ɋC�����Ă��Ȃ�
�@�@�@����: �{�����ɂ�5�l�̋Z�p�҂��g���A�e�l�̈ӎ��ƔF�����قȂ��ĕ]���E�����ɂ��Ȃ�̑��Ⴊ����
�@�@�@�@�@���ʁA�݂��ɖ�������L�q�������ɑ��݂���B�{�͑S�ҁA����������������Ă��Ē��ӂ��ēǂޕK�v������
�@�@�@�@�@�ݗ��̓��{���̌Œ�ϔO�����������Ă���ׂł���
��25�}�ʍ|
�@�@�@(3��ܕԂ��b�B) ��
�@�@�@��; �t�F���C�g
�@�@�@��: �p�[���C�g
��26�}���f�Ҍ��S�艵��
�@�@�@(3��ܕԂ��b�B) ��
�@�@�@��; �t�F���C�g
�@�@�@��: �p�[���C�g
|
�@
|
1
�P�O�D�ؖ������̐���
�@�@�@��8�}�̐ؖ������@���ȂĐؖ����������{���B���̐��т��12�\�y��27�}�Ɏ����B
��P�Q�\�@�� �� �� ( �� �V �p �x )
| �� |
��
�@�� |
�b�B�敪
|
��1��
|
��2�� |
��3�� |
�� �� |
�I ���� |
�ʁ@�@�|
|
�]�@�@��
|
76.5 |
77.0 |
81.5 |
78.3 |
| ���f�Ҍ��S |
�� �� |
72.0 |
68.5 |
73.0 |
71.3 |
| �� �� |
�@ �B �� |
80.0 |
74.0 |
80.0 |
78.0 |
���R �M��
|
�ʁ@�@�| |
�]�@�@�� |
84.5 |
76.5 |
81.5
|
80.9 |
| �d �� �S |
�� �� |
73.5 |
74.5 |
74.5 |
74.2 |
| �� �� |
�@ �B �� |
73.5 |
70.0 |
76.0 |
73.0 |
| �玟 ���� |
�ʁ@�@�| |
�]�@�@�� |
80.5 |
74.5 |
76.5 |
77.2 |
|
|
�@�{���т��Ȑ��ɂĎ����Α�27�}�ƂȂ�B��12�\�y��27�}�ɂ��ʍ|���ޗ��Ƃ�����̂��ؖ��ŗǂȂ邱�Ƃ�m���B
�@���Ɋ��m�����s�Ђ����15�`20�p�邱�Ƃ���B
�@���A����2�o�A��1�p�̋ɓ�|�͊F�n���ڂ�Ȃ��ؒf��������B
��:
���f�Ҍ��S�y�ѓd��S�͐l�͂Ƌ@�B�̗͂����ō쓁���ꂽ�B�O�l�̓����͂����̍|�ނ����߂Ďg�p�����B
�@�@���R�M���̗�ł͋ʍ|���ŗǂ̐ؖ��Ƃ̏��q�H���̌��������藧���A�I�����̐��f�Ҍ��S�@�B�b�B���͓������̋ʍ|���Ƃق�
�@�@�����̐ؖ��������Ă��āA�玟����̋ʍ|����萬�т��ǂ��B���R�M���̓d��S���������B
�@�@�|�ނɈ˂���̂ł͂Ȃ��A�s����Ȉׂł��낤�B���̗��R���𖾂��ׂ��������B
�@�@���q�������͂������������̈Ⴂ��S���Ύނ��Ă��Ȃ��B
�@�@�ʍ|�̎g�p��O��Ƃ��Ă���̂ŁA���̍|�ނ͓��Ĕn�I�ɂ��������Ă��Ȃ�����������B
�e�펎�����ʂɑ��鏔�]�ɂ��A�ʍ|�̗D�ʐ������Ƃ��邩�Ȃ�������߂��ڗ��B
����ς̖��������҂Ȃ�A�����ƈႤ�������o���Ă������낤�Ƃ��ꂪ�ɂ��܂��B���A���ɂƂ��čł��d�v�ȓ_�͐܂��A�Ȃ������ł���B
�ؖ��͓�̎��A�O�̎����̖��ł����Ăǂ�ȓ��ł��l���a��̂Ɏx��͖����B
���ƌ����Β����Ɂu�ؖ��v����Ƃ���̂͂��܂蓖�����̌����ł͂Ȃ��B
�R���A�ǂ̍|���g���Ă݂Ă��A�����Ԃ̗͗ʂ̍��A���꓁���ł��꓁���ɐ��\�̃o���c�L���o�鎖�͔������Ȃ������B
2
�P�P�D������������
�@�@��10�}�̗��������@���Ȃđ�28�}�Ɏ����n�ŁA���ŁA���ł����{���B�n�ŁA���łɉ��Ă͓����r�����������ܑ͐����閘�s�ЁA
�@�@���łɉ��Ă�60�����͂���ȏ�ɘp�Ȃ��閘�s�Ђ���B
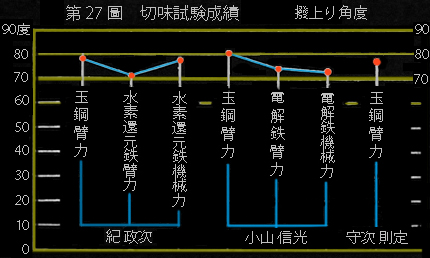
�@�@��13�`19�\���͗������Ƌ���(�����Ƃ�)�̑���l�ɂ��đ�29�`36�}���͂�����Ȑ��ɂĕ\�͂�����̂Ȃ�B�@
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� �M�Ғ�:��13�`19�\�y�ё�29�`36�}�͑������ʂ̃O���t��\������ׂɊ�������
�@�@�Č�����Γ��̎x�_�ɓ�����|�͉��ނ��Ȃē��g�̈ʒu�ɒu���ċ����𑪒肷�B
�@�@��������Ȃ�ꍇ�ɂ͂��̝��݂͋����ɔ䂵�Ė���������B
�M�Ғ�:���g��������@6/1=��6�\ (�I����) ��1�����������B7/2=��7�\ (���R�M��) 2�����A8/2=��8�\ (�玟����) 2�����E�E�E�E
�@�@�@�@�@�I�����@�@6/1=�ʍ|�E�l�͒b�B�A6/4=���f�Ҍ��S�E�l�͒b�B�A6/6=���f�Ҍ��S�E�@�B�b�B
�@�@�@�@�@���R�M���@7/2=�ʍ|(�S�S�ɓd��S����)�E�l�͒b�B�A7/4=�d��S�E�l�͒b�B�A7/6=�d��S�E�@�B�b�B�A
�@�@�@�@�@�玟�����@8/2=�ʍ|�E�l�͒b�B�A
�@�@�������@
�ŗD�G=6/6 (���f�Ҍ��S�E�@�B�b�B)�A�Ǝ�=8/2 (�ʍ|�E�l�͒b�B)�A�ŐƎ�=7/4 (�d��S�E�l�͒b�B=�O���t����)
�@�@�n�����@
�ŗD�G=6/4 (���f�Ҍ��S�E�l�͒b�B)�A�ŐƎ�=7/2 (�ʍ|�E�S�S�ɓd��S�����E�l�͒b�B)
�@�@�������@
�ŗD�G=6/6 (���f�Ҍ��S�E�@�B�b�B)�A�ŐƎ�=7/2 (�ʍ|�E�S�S�ɓd��S�����E�l�͒b�B)
�@�@�ؖ������ł͋ʍ|���̈ꕔ���D���т��o���Ă��邪�A���̋��Ր��ł͐��f�Ҍ��S�������|�I�ȋ����������Ă���B
�@�@������15�p�ȉ��ɉ��Ă͐n�ŁA���ł̋������Ȃ���Ȃ�15�p���J�n����B��36�}�͎������ʂ�������̂Ȃ�B��37�}�͗�
�@�@�������ɂ��Ĕj�������铁�̎ʐ^�ɂ��āA�ŏ��A�ؐ�ɋ߂������ɉ��Đn�ł��s�ЁA���̉����ɉ��ď������ŁA���ł����{��
�@�@��B
�P�Q�D�����������т̍l�@
�@�@�������������W�ɂƂ�A�������c���W�ɂƂ�ė��҂̊W�����ނ�A�n��A�t�N���y�����������č����������ɑς�����
�@�@�����p��D�s���Ȃ�B
�@�@�����A��34�}�Ɏ����@��B��A�����p��D�s���Ȃ铁�ɂ��Ĉ�ʂɋȐ��͉����W���ɐڋ߂��A�����������������p��D�s����
�@�@��B
�@�@��36�}���ς�ɁA�n�ŋy���łɑ��Ă͋����ʏ����A���ɓ��łɑ��Ă͐Ǝ�ɂ��Đܑ����Ղ��B
�@�@�n�łɑ��Ă͐n�ꖔ�̓t�N����������łɔ䂷��ΐܑ�����A���łɑ��Ă͐��̐n�����ǂ������ʑ��
�@�@���Đܑ������邱�Ƃ�m��B
�@�@����ɂ��A���{���͐n�łɑ��čł����Ղɂ��āA���łɑ��čł��ܑ����Ղ����Ƃ�m��B
�@�@�����āA���p���茩�āA�ȏ�O��̗����R�͂��������邱�Ɩ]�܂����͘_��ւ�����Ƃ���Ȃ�B
�@�@��16�\ (7/2�j��) �͐n��35�p�ɂĐܑ��A����25�p�ɂđ�Ȃ�n�������B���łɉ��Ă�64�K30' �ɘp�Ȃ�����ܑ���
�@�@���B
�@�@��17�\ (7/4�j��) �͐n��45�p�ɂĎx�_�ɑ�Ȃ�n����A���ł�15�p�ɂĐܑ����� (��:�]���ăO���t����) �B�{���͐n��
�@�@�ɑ�������ŏ��Ȃ�ǂ���L��2���͋��Ր��ɖR�������̂Ǝv�l���B
�@�@��ʓI�Ɍ��āA�n�ŁA���ŁA���łɑ��ċ����̍ő�Ȃ�͑�19�\ (8/2�j��) �ɂ��čŏ��Ȃ�͑�15�\ (6/6�j��) �Ȃ�B
�@�@��13�\ (6/1�j��) �y��14�\ (6/4�j��) �͒��Ԃ̐��т�������B
�@�@��15�\ (6/6�j��) �̓��łɂĂ͏Đn�Ƃ����ߐn���ڂꎟ��ɑ�ƂȂ�A���ɑ���Č����ɏՂ���銴����B
�@�@���ꂪ���߁A�ܑ������ނ邱�Ɣ\�킸�A75�p�ȏ�ɂċȐ��̌X���ɂ₩�ƂȂ肽��͂��ꂪ���߂Ȃ�B
�@�@��15�\ (6/6�j��) �y��18�\ (7/6�j��) �͏��S�@�B�����@�B�łȂ���A�ؖ������y���������ɉ��ĉ���̗ǐ��т�������͋@
�@�@�B�͂̉��p�\�����邱�Ƃ����̂ɂ��āA�{���ʂ��ʍ|�@�B�ł��\���L�]�Ȃ�Ǝv�l���B
3
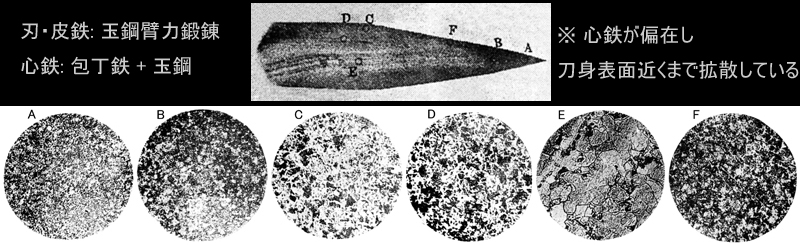
�@�}�ʂ̌������ʐ^�ɏA����
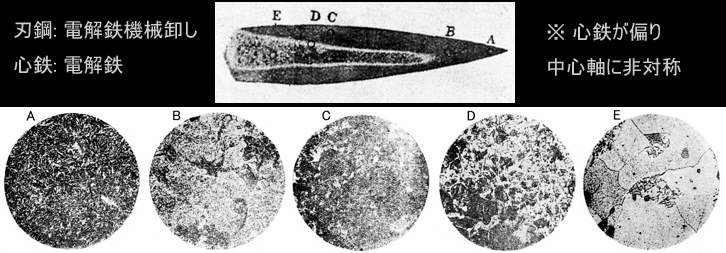
�@�@��39�`43�}�͑ő����铁�̒f�ʂ̌������ʐ^�ɂ��āAA�͏Đn�AB�͏Đn���AC�͔�|�AD�͔�|�ƐS�S�b�ڕ��AE�͐S�S�AF�͐n�|
�@�@�ƐS�S�b�����Ȃ�B�ē����x�y��|�A�n�|�A�S�S�̒b���ǍD�ɂ��đg�D���Ɏc�������ݕ������B
�@�@��41�}�͗��������ɉ��ċ����ŏ��Ȃ肵���A��48�}�͍ő�Ȃ肵���̂������B������6�\ (�I����) �y��8�\ (�玟����) ����
�@�@���ʂƏƍ����čl�ӂ�ɐn�|�A��|�y�S�S���ɒY�f�ܗL�ʂ͌�҂ɉ��ď����A��13�\ (6/1�j��)�y��14�\ (6/4�j��) �̒Y�f��
�@�@�L�ʂ͊T�ˑO�L�̒��ԂɈʂ�����ȂāA�����ƒY�f�ܗL�ʂƂ͖��ڂȂ�W���邱�Ƃ�m��B
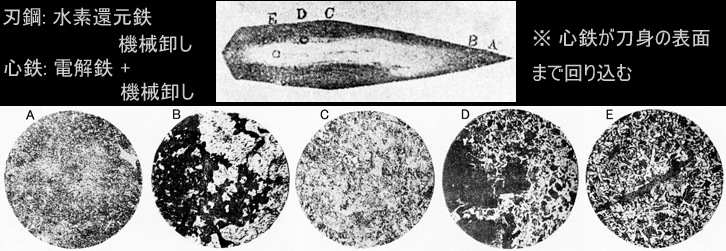
�@�@��40�}�͑�41�}�y��43�}�̐S�S�͕�S���͏��S�Ƌʍ|���͉����S��ςݏd�˂Ēb�B������̂Ȃ邪�̂ɁA�������ɂ��Ēb�B��
�@�@�ʏ\���Ɍ���A���҂��w����Ȃ��ăx�j�A�̔@���\����L���B
�@�@�n�|�A��|�y�S�S�̓S�̊e�X���x�j�A�̍\����L����݂̂Ȃ炸�A�d��g�D�̑g�����ɂ�蓁�S�̂���(�܂�)�x�j�A�̍\����
�@�@�L���邪�̂ɓ��{���͗e�Ղɐܑ�������Ȃ����B
�@�@�S�S�͕݂����ނ邱�ƂȂ��ΏۂɁA���������Đn���ߖ�����邱�Ɗ̗v�Ȃ�B
�@�@���A�Y�f�ܗL�ʒႫ���͋������Ղ����ȂāA�b�B�ɂ��ĒE�Y�������炵�ނ�@���H�v������]�ނ��̂Ȃ�B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�� �ܕԂ��b�B�̑w�̑����Ƌ��x�͖��W�B�Z�p�҂炵����ʊԈ�������߂ł���B�ܕԂ��b�B�Ƌ��x�Q��
A,B,C,D,E�͌������B�e�ʒu�B��: �t�F���C�g�@�@��: �p�[���C�g�@�@X300
��39���@��1�\1�j���@���HD
��40���@��6�\4�j���@�I ����
��41����6�\6�j���@�I ����
��42���@��7�\6�j���@���R�M��
��43���@��8�\2�j���@�玟����
4
�T�D�� �� �� �� �� �� �� ��
�@
�]���A�R�����g�̑I��ɓ�����Ă͊ӎ��Ƃ����p�y�n����(�}�})��������Ƃ��ĊO���Ɍ��ꂽ����ςɂ��ēK�ۂ肵���肵�@���A�z���̔@�����@�ɂĉʂ����Ė{���I�\���A���Ɏ��p�I���\��@���Ȃ���x�ɔ��肵������̂Ȃ��ۂ�ɏA���Ă͎�̋^�f��
�O���o���Ƌ��ɉȊw�I�A�����I�������@�m���̕K�v��Ɋ����鎟��Ȃ�B
���A�����T�D�ɂ��L����@���A�]���̍�Ƃɂ͈��K�ɑ�(�Ƃ�)�͂ꑽ���̖��ʂ��Ȃ�������̂���B
�˂��ď����ɑ��Ă͎��̓_�Ɋւ������s�����v������̂ƔF�ށB
�@�@�@�P�D�e��ޗ��Ɉ˂�@�B�������@��T�d�Ɍ������A���ʗD�Ǘ����̖ڕW�ɒ��i���邱�ƁB
�@�@�@�Q�D�ׂ�����A���m�����p�̂��̂ɂ����{�����g�[���邱�ƁB
�@�@�@�@���^�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�������Z�p�R���̍w���d�l��
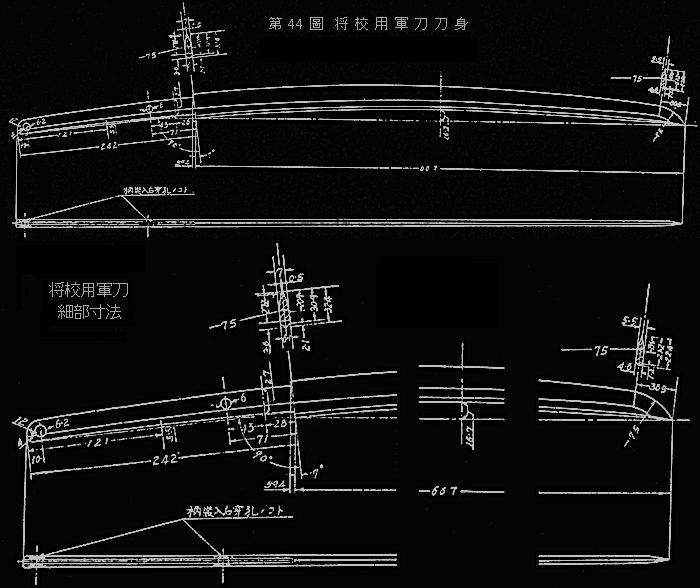
�@��P���@�{�i�͑�44�}⍂Ɏ����̊e���ɂ�葾���삵�㌤���{������Ɏ��e���[��������̂Ƃ��B
�@�@�P�D�S�̓I�O�ς͐��@�A�`��ɋύt�����i�ɂ��ċ����`�p��L���ؖ��ǍD�ɂ��ē��ɕ��ŋy���łɑ��ċ��ՂȂ鐫����L��
�@�@�@�@�e�Ղɐܑ���������̂Ȃ��v���B
�@�@�Q�D���D���M����ɂ��ĉؕ\(���Ђ傤)����Ƃ��B
�@�@�R�D�n�S�͓�������t����ʍ|�A��S�y���S���g�p����20�\�̐����敪�ɂ��Đ��삷�B���Y���̑��͎��قƂ��A���S�ɑ�
�@�@�@�@���Ă͉����S�@���{���Đn�|�A��|�Ƃ��ĕʂɓ��ꏃ�S���S�S�����B
�@�@�@�@����҂̍œ��ӂƂ���b�B���@�y�d��g�D�̑g�������s�ӂ��̂Ƃ��B
�@�@�@�@�n�|�̒Y�f�ܗL�ʂ�0.5�`0.7%�͈̔͂Ƃ��B�S�S�͕�S���͏��S�ɒY�f���z�Y�����߂�����̂ɂ��Đ���̒b�B���{����
�@�@�@�@�ݕ������Y�f�ܗL�ʂ�0.05�`0.25%�͈̔͂Ƃ��B
��Q�O�\
| �� �� �� |
�n�@�S |
�i�� |
���� |
�E�@�@�@�@�@�v |
�I ����
|
�ʍ|�A��S |
|
2 |
������i���{���b�B�� �y �A���s�隠���c������А�
�����ʼnY�d�C������А��@2�{�͎艵���A2�{�͋@�B����
|
| ���f�Ҍ��S |
���S |
4
|
���R �M��
|
�ʍ|�A��S |
|
2
|
�H�c�s�H�c���|����
2�{�͎艵���A2�{�͋@�B����
|
| ���f�Ҍ��S |
���S |
2
|
| �玟 ���� |
�ʍ|�A��S |
|
2
|
|
�@�@�S�D�n���͐��ӂƂ�����n���̐[���͒����x�Ƃ��n�����[���������ނ��̂Ƃ��B
�@�@�T�D���S�̌`���k�d��y�����͓��ɓ��O�ɍs�ЁA���͑������Ƃ��A�Ε\�̏㕔�ɏ��q�������̕������A���̉��ɓ���������
�@�@�@�@���Η��ɂ͐���N���������x(����)�ɂč�������̂Ƃ��B
�@�@�U�D���g�̓��u���M�n���n�y�n�͓K�x�Ȃ�~����L���锸�n�ɂ��ĉ��ʂȂ��n�������؋y�p�͈�̒������͋Ȑ��ɂ��ĕ\���Ώ�
�@�@�@�@�̌`���L���A�u�ΐՋy�V�P�Ȃ��@�ЂĒn���悭����Đn�ɉ��ЂĐn���E��������̂Ƃ��B
�@�@�@�@�M�n�y���ɂ͖��_��p�ЁA�n�o�L���߂͕��n�����A�n�擏��ɂ͓������^�ցA���M�Ə��t�p�̌�_�̏d�����������
�@�@�@�@���B
�@�@�V�D���A���A�g���A�d�̐ؐ�̒������̑��e���̐��@�͐}���̒ʂ�Ƃ��B
�@�@�W�D�d�ʂ�210��(�����)�ȉ��Ƃ���B
�@�@�X�D�����i�̐��@�A�`��͑�44�}�Ƌ͏��̑���͋��e�����ׂ����A�d�ʂ̒��߂͋��e��������̂Ƃ��B
�@�@�P�O�D�����͌��i�����݂̍ہA��������̕��@�ɂ��čs�ӁB
�@�@���w���d�l���̓��g�}�ʂ͊e�����@�����ɍׂ����K�肵�Ă���B��̗��R�����K�i���̎����J�n�ƌ��邱�Ƃ��o����B
(��R��)
2013�N9��28�����(���T�C�g����ړ])
�y�[�W�̃g�b�v�ց�